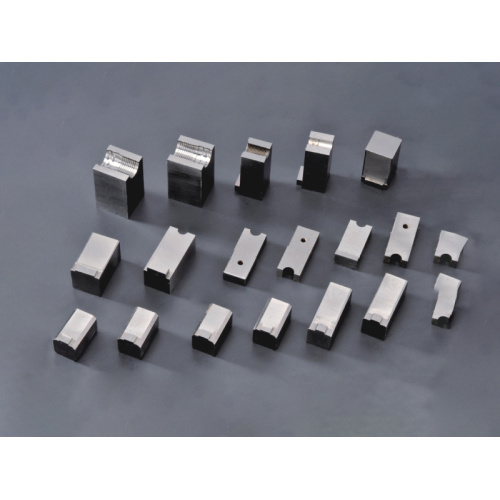
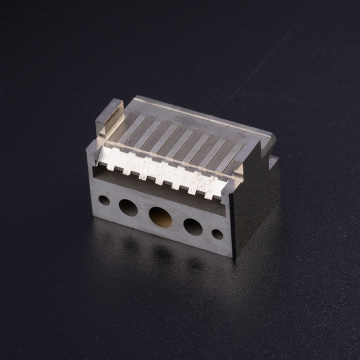
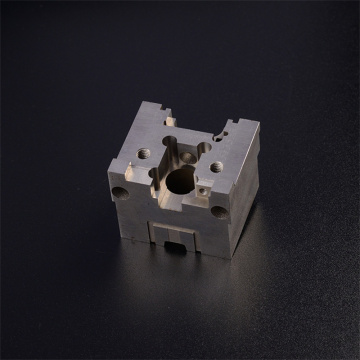
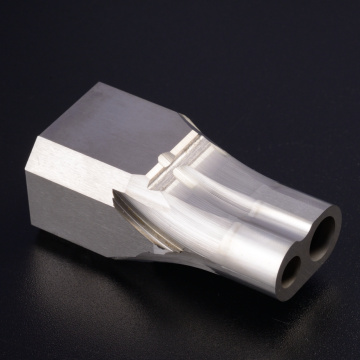
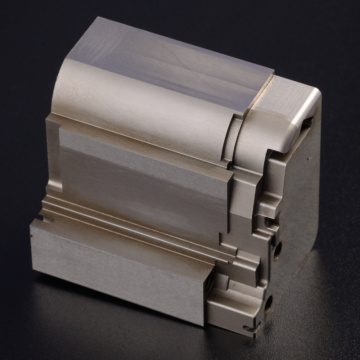
"Surface Grinding" for Ultra-Precision Mold Components
Surface grinding is a common metalworking method, particularly suitable for the machining of ultra-precision mold components. Grinding processing typically employs a surface grinding machine to grind the surface of the workpiece to achieve the desired dimensions, shape, and surface quality.This method can achieve extremely high processing accuracy and surface quality, making it suitable for the manufacture of precision mold components requiring high precision.
The characteristics of grinding processing include high cutting speed, large cutting depth, good surface quality, no burrs, high processing accuracy, low processing cost, and the ability to meet the processing requirements of complex and precise parts, suitable for processing laminated structures and castings with large deformation.
Based on the different working surfaces of the grinding wheel, surface grinding can be divided into three methods: peripheral grinding, face grinding, and form grinding.
(1) Peripheral Grinding: Grinding is performed using the peripheral surface of the grinding wheel.
- Suitable for precision grinding various workpiece surfaces, with flatness error controlled within 0.01~0.02mm/1000mm, and surface roughness reaching Ra0.8~0.2μm.
- Characteristics: Can reduce the deformation of the workpiece caused by heating, thus improving the grinding accuracy of the workpiece.
- Drawbacks: When not grinding, intermittent transverse feed is required to complete the grinding of the workpiece surface, resulting in low production efficiency.
(2) Face Grinding: Grinding is performed using the end face of the grinding wheel.
- Suitable for workpieces with low grinding accuracy and simple shapes.
- Characteristics: Small bending deformation, good rigidity, allowing for larger grinding amounts.
- Drawbacks: Due to the possibility of using larger grinding amounts to improve production efficiency, the workpiece is prone to thermal deformation and burns.
Additionally, to improve the quality of face grinding, the following measures can be adopted:
1. Select grinding wheels with coarser grains and softer bond.
2. Ensure sufficient supply of cutting fluid during grinding.
3. Use inserted grinding wheels.
4. Modify the end face of the grinding wheel to form an internal conical shape, allowing the grinding wheel to make line contact with the workpiece or adjust the inclination angle of the grinding head slightly to reduce contact between the grinding wheel and the workpiece, thereby improving heat dissipation conditions.
(3) Form Grinding: Grinding is performed simultaneously using the peripheral surface and the end face of the grinding wheel.
- Characteristics: Grinding amounts should not be too large.
Technical Requirements for Ultra-Precision Surface Grinding
Precision machining and ultra-precision machining represent different stages of development in machining accuracy. Generally, machining can be divided into three stages according to machining accuracy: general machining, precision machining, and ultra-precision machining.
Precision machining refers to machining technology with a machining accuracy of 1-1µm and a surface roughness of Ra0.1-0.025µm; ultra-precision machining (also known as sub-micron machining) refers to machining technology with a machining accuracy higher than 0.1µm and a surface roughness of Ra less than 0.025µm.
Technical index levels of accuracy are as follows:
● General Level:
Flatness of worktable G1 : 1000:0.01
Machining accuracy of test grinding pieces P1, P2 : 300:0.005
Roughness of test grinding pieces Ra : 0.63µm
Minimum feed sensitivity of grinding wheel : 0.005-0.01
● Precision Level:
Flatness of worktable G1 : 1000:0.008
Machining accuracy of test grinding pieces P1, P2 : 200:0.002
Roughness of test grinding pieces Ra : 0.16µm
Minimum feed sensitivity of grinding wheel : 0.001-0.002
● High Precision Level:
Flatness of worktable G1 : 1000:0.005
Machining accuracy of test grinding pieces P1, P2 : 200:0.0015
Roughness of test grinding pieces Ra : 0.08µm
Minimum feed sensitivity of grinding wheel : 0.0005-0.001
● Ultra-High Precision Level:
Flatness of worktable G1 : 1000:0.001-0.002
Machining accuracy of test grinding pieces P1, P2 : 200:0.0001-0.0005
Roughness of test grinding pieces Ra : ≤0.02µm
Minimum feed sensitivity of grinding wheel :
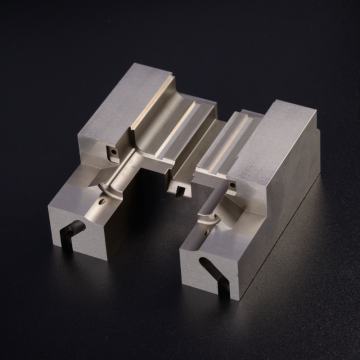
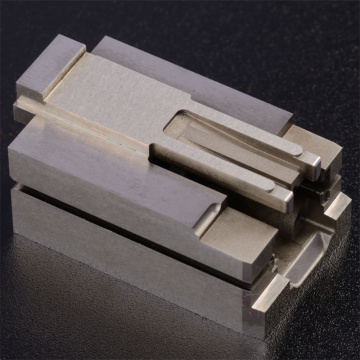
≤0.0001 Our company specializes in Wire EDM Machining, electrical discharge machining, and metal stamping parts, with a particular focus on the precision grinding of ultra-precise mold components. Our processed parts boast shapes, surface parallelism, and smoothness reaching ultra-high precision levels. Backed by years of experience, our skilled grinding technicians ensure that every product meets stringent accuracy requirements.
For standard products, we typically complete delivery within two days, ensuring minimal disruption to your production schedule. During peak production periods, we can expedite delivery within seven days. Customized products are shipped within 15 working days.
We are committed to providing professional and reliable services to meet your machining needs.