

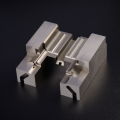
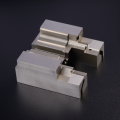

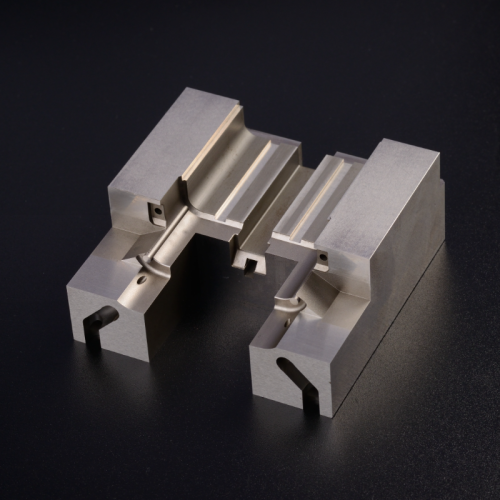
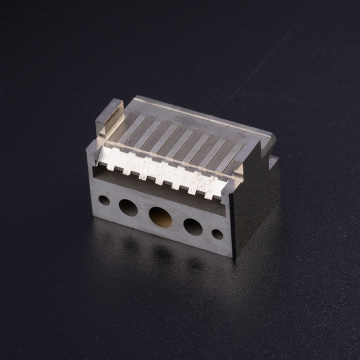
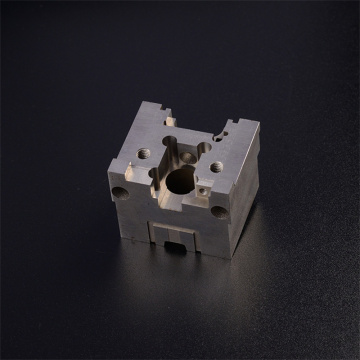
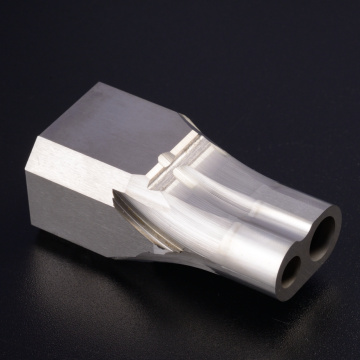
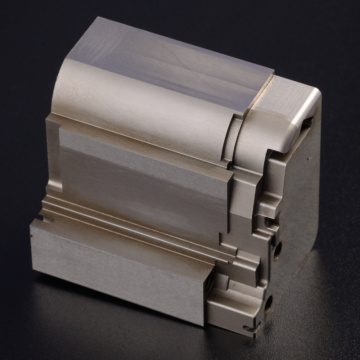
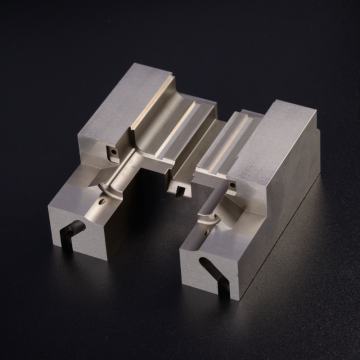
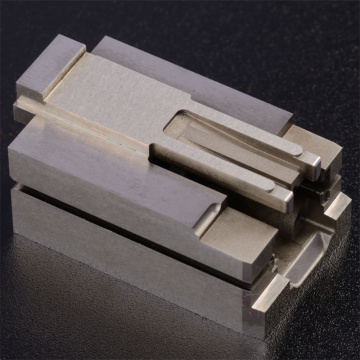
Precision EDM Machining Wire Cutting Parts
Get Latest Price| Min. Order: | 1 Piece/Pieces |
| Transportation: | Ocean |

| Min. Order: | 1 Piece/Pieces |
| Transportation: | Ocean |
Brand: yushunmould
Place Of Origin: China
Precision: +/-0.001″ – 0.005″
Material Selection: Choose from over 50 metal and plastic materials
High Cutting Surface Finish: Can meet the requirements of Ra0.8μm
Wide Range Of Applications: Suitable for various metal materials, such as steel, aluminum, copper, titanium, etc.
| Selling Units | : | Piece/Pieces |








Contact

Send Inquiry
Products
Related Products List





Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.







