


Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

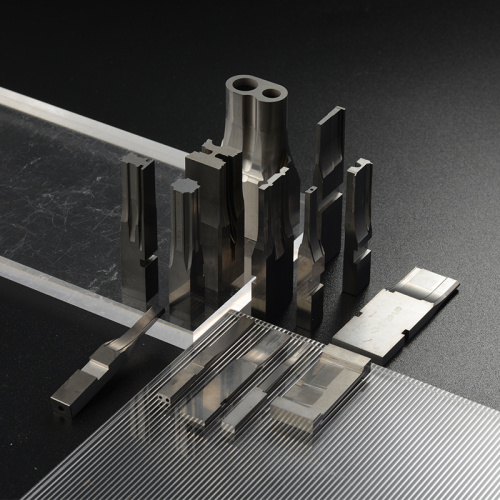
As with any manufacturing process, there is a time and place for electrical discharge machining, so it is important to understand when the process is most beneficial or necessary. For example, parts that require standard diameter and shallow depth holes can be easily machined using a standard CNC drill bit without the need for an EDM. Therefore, EDM is most effective when the traditional machining process does not meet the requirements and is not suitable for obtaining the desired shape of the part.

August 27, 2024
August 27, 2024
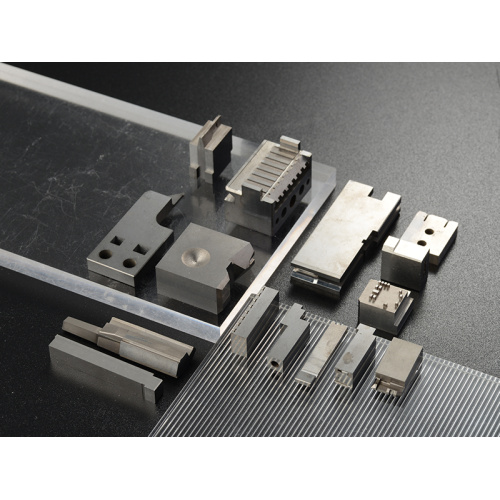
Mirror grinding and surface grinding are two different processes used for shaping and finishing flat surfaces, but they differ in their goals and methods. Mirror grinding is a specialized process...
Email to this supplier
August 27, 2024
August 27, 2024
Contact

Send Inquiry
Products
Related Products List
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.